 English
English Spanish
SpanishEnsuring Safety: Explosion-Proof Sensors for Oil Platforms
Oil platforms represent complex engineering marvels operating in some of the most challenging environments on Earth. The presence of highly flammable hydrocarbons, extreme pressures, and corrosive elements creates an inherently hazardous setting. Ensuring the safety of personnel and preventing catastrophic incidents on these platforms is paramount. As a senior industrial automation expert, I recognize that reliable sensor technology forms the bedrock of this safety strategy, particularly when dealing with potentially explosive atmospheres.
Understanding the Critical Need for Explosion-Proof Sensors in Oil Platforms
1. The inherent dangers of oil and gas environments
Oil and gas platforms operate with a constant threat of fire and explosion. Hydrocarbons, such as methane, propane, and crude oil, are highly volatile. When these substances mix with air in specific concentrations, they create an explosive atmosphere. Ignition sources, even small electrical sparks or hot surfaces, can trigger devastating events. Therefore, every piece of equipment, including sensors, must be designed to prevent ignition. The consequences of an explosion extend beyond immediate damage, including loss of life, severe environmental impact, and significant financial repercussions.
2. Regulatory landscape and compliance standards (ATEX, IECEx, etc.)
To mitigate these risks, strict regulatory frameworks govern equipment used in hazardous areas. International and regional standards ensure that devices meet rigorous safety requirements. Two prominent standards are ATEX and IECEx.
- ATEX (Atmosphères Explosibles): This European directive mandates that equipment intended for use in potentially explosive atmospheres within the EU must be certified. It classifies hazardous areas into zones based on the frequency and duration of explosive atmospheres.
- IECEx (International Electrotechnical Commission System for Certification to Standards Relating to Equipment for Use in Explosive Atmospheres): This international scheme facilitates global trade of equipment for hazardous areas. It provides a standardized approach to certification, ensuring that certified equipment adheres to recognized safety standards worldwide.
Compliance with these standards is not merely a legal obligation; it is a fundamental aspect of operational integrity and risk management. Manufacturers must demonstrate that their products, including explosion-proof sensors, are designed and tested to prevent ignition under specified conditions.

3. The role of sensor technology in preventing catastrophic events
Sensors are the “eyes and ears” of an oil platform, continuously monitoring critical parameters. They detect deviations from normal operating conditions that could lead to an explosion. These parameters include gas concentrations, temperature, pressure, and fluid levels. Early detection of potential hazards allows operators to take corrective actions, preventing escalation to a catastrophic event. Without reliable sensor data, operators would function blindly, significantly increasing the risk profile of the entire operation.
How Explosion-Proof Sensors Mitigate Risks and Enhance Operational Safety
1. Principles of explosion protection: Intrinsic safety, flameproof enclosures, and purged/pressurized systems
explosion-proof sensors employ various protection principles to ensure safety in hazardous environments. These methods prevent the sensor from becoming an ignition source.
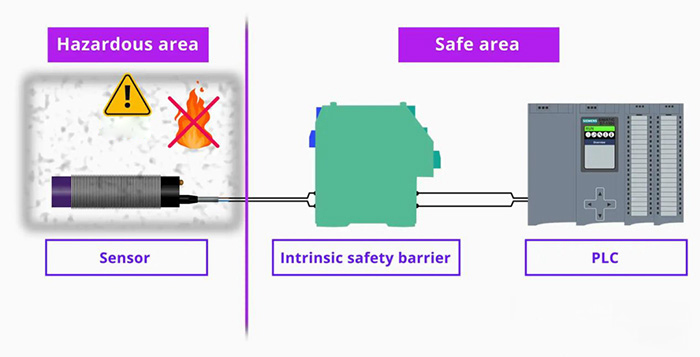
- Intrinsic Safety (Ex i): This method limits the electrical and thermal energy to a level too low to ignite a hazardous atmosphere. It is often achieved through specially designed circuits and barriers that prevent sparks or hot surfaces. Intrinsically safe sensors are ideal for applications where low power is sufficient and maintenance might occur in hazardous areas.
- Flameproof Enclosures (Ex d): This approach involves encasing electrical components within a robust enclosure. The enclosure is designed to contain any internal explosion and prevent the propagation of flames or hot gases to the surrounding explosive atmosphere. Flameproof enclosures are common for higher power equipment where intrinsic safety is not feasible.
- Purged/Pressurized Systems (Ex p): These systems maintain an internal pressure higher than the surrounding atmosphere using a protective gas (e.g., air or inert gas). This overpressure prevents hazardous gases or dust from entering the enclosure. This method is suitable for larger enclosures or complex electrical systems.
2. Key features and design considerations for hazardous area sensors
When designing or selecting hazardous area sensors, several critical features and considerations come into play.
| Feature/Consideration | Description | Importance in Oil Platforms |
|---|---|---|
| Material Compatibility | Resistance to corrosive chemicals (e.g., H2S, saltwater) and extreme temperatures. | Prevents premature sensor failure and maintains accuracy in harsh offshore conditions. |
| Environmental Sealing | High IP ratings (e.g., IP67, IP68) to protect against dust, water, and humidity. | Ensures reliable operation in wet, dusty, and marine environments. |
| Robust Construction | Durable housing materials (e.g., stainless steel) to withstand vibrations, impacts, and harsh weather. | Guarantees mechanical integrity and longevity in demanding industrial settings. |
| Certification Compliance | Adherence to ATEX, IECEx, and other relevant international standards. | Essential for legal operation and ensuring proven safety in explosive atmospheres. |
| Power Consumption | Low power draw for intrinsically safe applications or remote, battery-powered systems. | Extends battery life and reduces energy costs, especially in isolated locations. |
| Communication Protocols | Compatibility with industrial networks like HART, Modbus, or Foundation Fieldbus. | Enables seamless integration into existing control systems and remote monitoring. |
3. Benefits of deploying certified explosion-proof sensors on oil platforms
The deployment of certified explosion-proof sensors offers multiple benefits that directly impact safety, operational efficiency, and regulatory compliance.
- Enhanced Safety: The primary benefit is the significant reduction in explosion risk, protecting personnel and assets.
- Regulatory Compliance: Certified sensors ensure adherence to stringent international safety regulations, avoiding penalties and operational shutdowns.
- Operational Continuity: By preventing incidents, these sensors contribute to uninterrupted operations, minimizing downtime and maximizing productivity.
- Reduced Insurance Costs: Companies with robust safety measures, including certified equipment, may benefit from lower insurance premiums.
- Improved Public and Environmental Image: A strong safety record enhances corporate reputation and demonstrates commitment to environmental protection.
Safety in Hazardous Areas: Using Explosion-Proof Sensors provides further insights into the importance of these devices.
Selecting the Right Explosion-Proof Sensors for Diverse Oil Platform Applications
1. Types of sensors critical for oil platform operations (flow, level, pressure, temperature, gas detection)
Oil platforms require a comprehensive suite of sensors to monitor various processes. Each sensor type plays a unique role in maintaining safety and efficiency.
- Flow Sensors: These devices measure the rate of fluid or gas movement through pipelines. Accurate flow measurement is crucial for process control, leak detection, and custody transfer. In hazardous areas, they must prevent ignition.
- Level Sensors: Level sensors monitor the height of liquids or solids in tanks, separators, and vessels. This prevents overfilling, spills, and ensures optimal process levels. For instance, ultrasonic level sensors or radar sensors are often used.
- Pressure Sensors: Pressure sensors measure the force exerted by fluids or gases. They are vital for monitoring pipeline integrity, preventing overpressure conditions, and ensuring pump and compressor efficiency. Our Piezoresistive Pressure Sensors are designed for such demanding applications.
- Temperature Sensors: Temperature sensors monitor process temperatures, preventing overheating, ensuring optimal reaction conditions, and detecting potential fire hazards.
- Gas Detection Sensors: These specialized sensors detect the presence and concentration of flammable or toxic gases in the atmosphere. They provide early warnings of leaks, allowing for immediate evacuation and mitigation.
2. Matching sensor specifications to specific hazardous zones and operational requirements
Selecting the appropriate sensor involves a detailed understanding of the hazardous area classification and specific operational needs.
- Hazardous Zone Classification: Different zones (e.g., Zone 0, Zone 1, Zone 2 for gases; Zone 20, Zone 21, Zone 22 for dusts) dictate the required level of explosion protection. A sensor certified for Zone 0 (continuous presence of explosive atmosphere) offers the highest level of protection.
- Process Media: The chemical composition, temperature, and pressure of the media being monitored influence sensor material selection and sealing requirements. For example, corrosive media necessitates specialized alloys.
- Environmental Conditions: Ambient temperature, humidity, vibration, and potential for mechanical impact must be considered. Sensors must withstand these conditions without compromising their integrity or safety features.
- Accuracy and Response Time: The required measurement accuracy and speed of response vary depending on the criticality of the parameter being monitored. High-accuracy sensors are essential for critical safety interlocks.

3. Considerations for material compatibility, environmental resistance, and communication protocols
Beyond explosion protection, the physical robustness and integration capabilities of sensors are crucial. Materials must resist corrosion from saltwater, H2S, and other aggressive chemicals prevalent in oil and gas operations. Environmental resistance, including high IP ratings, protects against dust, moisture, and extreme temperatures. Communication protocols like HART, Modbus, or Foundation Fieldbus enable seamless integration into Distributed Control Systems (DCS) or Supervisory Control and Data Acquisition (SCADA) systems, facilitating remote monitoring and control.
Pokcenser Automation’s Expertise in Explosion-Proof Sensor Solutions
1. Overview of Pokcenser Automation’s commitment to industrial safety and quality
Pokcenser Automation has been a sensor manufacturer and solution provider for industrial process control automation for over 10 years. Our commitment to industrial safety and quality is demonstrated through our adherence to stringent international standards, including CE, ATEX, ISO, and RoHS certificates. We understand the critical importance of reliable and safe equipment in hazardous environments like oil platforms. Our extensive experience has allowed us to provide over 150,000 solutions to clients in more than 100 countries.
2. How Pokcenser’s sensor technologies meet stringent oil and gas industry demands
We specialize in developing robust and accurate sensors tailored for challenging industrial applications. Our product portfolio includes flow meters, level sensors, pressure transmitters, temperature sensors, and water analysis instruments. Many of these products are available in explosion-proof variants, designed to meet the specific demands of the oil and gas industry. We utilize advanced materials and manufacturing processes to ensure our sensors withstand harsh conditions while maintaining precision and reliability. Our engineering team possesses deep expertise in explosion protection techniques, ensuring compliance with relevant safety standards.
3. Customization and OEM/ODM capabilities for specialized oil platform needs
Recognizing that every oil platform has unique requirements, Pokcenser Automation offers extensive OEM and ODM capabilities. We work closely with clients to customize sensor solutions that precisely match their operational needs and hazardous area classifications. This includes adapting sensor designs, materials, and communication interfaces. Our dedicated 6-person pre-sales and after-sales team provides comprehensive support, from evaluating application requirements to recommending suitable solutions and offering post-installation assistance. We strive for long-term cooperation, aiming to create value for our clients and contribute to industrial automation worldwide.
Case Study: LZ Metal Tube Flow Meter for Hazardous Environments
1. Application of the LZ Metal Tube Flow Meter in an explosion-prone oil platform setting
The LZ Metal Tube Flow Meter exemplifies Pokcenser Automation’s capability in providing reliable solutions for hazardous environments. This robust flow measurement device is specifically designed for high-temperature, high-pressure, and corrosive conditions, making it ideal for oil platform applications. It accurately measures the flow of both liquids and gases, a critical function in hydrocarbon processing. Its all-metal construction ensures durability and longevity, even in the most demanding industrial settings.
2. How its explosion-proof certification (ExibⅡCT5; ExdⅡBT6) ensures safety
The LZ Metal Tube Flow Meter features impressive explosion-proof certifications: ExibⅡCT5 and ExdⅡBT6 (for the M8 indicator).
- ExibⅡCT5: This certification indicates intrinsic safety (Ex ib) for Zone 1 and Zone 2 hazardous areas. It signifies that the electrical energy within the device is limited to prevent ignition of explosive gas atmospheres (Group IIB) with an ignition temperature greater than 100°C (Temperature Class T5).
- ExdⅡBT6: This certification denotes flameproof enclosure protection (Ex d) for Zone 1 and Zone 2 hazardous areas. It means the enclosure can contain an internal explosion of Group IIB gases and prevent flame propagation, with an ignition temperature greater than 85°C (Temperature Class T6).
These certifications confirm that the LZ Metal Tube Flow Meter is engineered to operate safely in environments where flammable gases or vapors are present, significantly reducing the risk of ignition.
3. Real-world benefits and performance reliability in extreme conditions
In a real-world application on an offshore oil platform, the LZ Metal Tube Flow Meter was deployed to monitor crude oil flow in a high-pressure pipeline. The sensor’s robust design and explosion-proof certification were crucial for its installation in a Zone 1 classified area. The meter consistently provided accurate flow data, even under fluctuating pressures and temperatures. Its low-pressure loss design minimized energy consumption, while its all-metal construction resisted the corrosive effects of crude oil and saltwater. This reliable performance contributed to optimized production rates and enhanced safety protocols, demonstrating the meter’s critical role in maintaining operational integrity.
Partner with Pokcenser Automation for Enhanced Safety
Ensuring safety on oil platforms demands uncompromising reliability from every component. Our explosion-proof sensors provide the critical data needed to operate safely and efficiently in hazardous environments. We offer a comprehensive range of certified sensors and custom solutions tailored to your specific needs. Contact us today to discuss how our expertise can enhance the safety and performance of your oil platform operations.
Email: in**@*******er.com
Phone: +86 181 7515 5326
About the Author
Li Chengxuan is a senior industrial automation expert at Pokcenser Automation, specializing in the research and application of flow, level, pressure and temperature sensors and industrial process control solutions.
FAQs
1. What makes a sensor ‘explosion-proof’ for oil platforms?
A sensor is considered ‘explosion-proof’ if it is designed and certified to prevent ignition of flammable gases, vapors, mists, or dusts present in the surrounding atmosphere. This involves specific protection methods like intrinsic safety, which limits energy, or flameproof enclosures, which contain any internal explosion. These designs ensure the sensor does not become an ignition source.
2. What are the main international certifications for explosion-proof equipment?
The main international certifications for explosion-proof equipment are ATEX (Atmosphères Explosibles) for the European Union and IECEx (International Electrotechnical Commission System for Certification to Standards Relating to Equipment for Use in Explosive Atmospheres) for global recognition. These certifications classify equipment based on hazardous area zones and protection types, ensuring compliance with rigorous safety standards.
3. How often should explosion-proof sensors be inspected or recalibrated?
The inspection and recalibration frequency for explosion-proof sensors depend on manufacturer recommendations, operational conditions, and regulatory requirements. Typically, visual inspections should occur regularly (e.g., monthly), while functional checks and recalibrations might be annual or biannual. Critical applications or harsh environments may require more frequent maintenance to ensure continued accuracy and safety.
4. Can standard industrial sensors be modified for use in hazardous oil platform areas?
No, standard industrial sensors cannot be simply modified for use in hazardous oil platform areas. Such modifications would void existing certifications and potentially compromise safety. Equipment for hazardous areas must undergo specific design, testing, and certification processes to ensure it meets strict explosion protection standards. Using non-certified or improperly modified equipment is illegal and extremely dangerous.
5. What are the consequences of using non-certified sensors in hazardous environments?
Using non-certified sensors in hazardous environments can lead to severe consequences. These include catastrophic explosions or fires, resulting in loss of life, serious injuries, and extensive property damage. Additionally, it can lead to significant regulatory fines, legal liabilities, operational shutdowns, and severe damage to a company’s reputation. Compliance is non-negotiable for safety and business continuity.

